
Προσροφήστε την ενιαία μηχανή Facer χαρτονιού φλαούτων τύπων Ε/τη ζαρωμένη μηχανή χαρτοκιβωτίων
-
Επισημαίνω
ενιαίο ζαρωμένο facer CE μηχανών
,Ενιαία ζαρωμένη facer μηχανή φλαούτων Ε
,ενιαία ζαρωμένη facer μηχανή 1600mm
-
Λέξη κλειδίΕνιαίο facer
-
Πλεονέκτημα360 βαθμός περιστρέφεται, σταθερότερος
-
Ο κύλινδρος θερμαίνω-σκληρότητα HRC56-60
-
Τύπος φλαούτωνΑ, Γ, Β, Ε, για την επιλογή
-
Ανώτερος-χαμηλότερος ζαρώνοντας κύλινδρος48CrMo υψηλός - χάλυβας ποιοτικών κραμάτων
-
Πώς να ρυθμίσει την κόλλαΗλεκτρικός
-
Τόπος καταγωγήςΠόλη Dongguang, επαρχία Hebei, Κίνα
-
ΜάρκαKS
-
ΠιστοποίησηCE,ISO
-
Αριθμό μοντέλου1400mm 1600mm 1800mm 2000mm
-
Ποσότητα παραγγελίας minΈνα σετ
-
Τιμήnegotiable
-
Συσκευασία λεπτομέρειεςΗ μηχανή με την πλαστική ταινία, που συσκευάστηκε» εμπορευματοκιβώτιο σε 20
-
Χρόνος παράδοσης40 εργάσιμες ημέρες
-
Όροι πληρωμήςL/C, T/T, D/P, D/A, MoneyGram
-
Δυνατότητα προσφοράς30sets/μήνας
Προσροφήστε την ενιαία μηχανή Facer χαρτονιού φλαούτων τύπων Ε/τη ζαρωμένη μηχανή χαρτοκιβωτίων


Προσροφήστε την ενιαία μηχανή Facer χαρτονιού φλαούτων τύπων Ε/τη ζαρωμένη μηχανή χαρτοκιβωτίων
1.Main χαρακτηριστικά γνωρίσματα για το καθολικό κοινό ενιαίο facer
1.) ζαρωμένος κύλινδρος με τη διάμετρο 320mm γίνεται από το χάλυβα κραμάτων 48CrMo και το έδαφος ακριβώς με την τεχνολογία θερμικής επεξεργασίας. Είναι καλυμμένο με το σκληρό χρώμιο στην επιφάνεια με τη σκληρότητα επιφάνειας μέχρι HRC 55-60.
2) Ανεξάρτητος πνευματικός μηχανισμός ταξινόμησης
3.) που λαδώνονται με το υψηλής θερμοκρασίας λίπος
4) Όλοι οι άξονες μολύβδου εγγράφου, που προθερμαίνουν τους κυλίνδρους και που αναγκάζουν τους άξονες αλέθονται και καλύπτονται με το σκληρό χρώμιο στην επιφάνεια εργασίας.
5) Ο κύλινδρος μεγέθους είναι λεπτά καμμμένο δικτυωτό σχέδιο με 24 καλώδια/ίντσα και καλυμμένος με το σκληρό χρώμιο, επιτρέποντας το λιγότερο ποσό και περισσότερο eveness της ταξινόμησης.
6) Το οδηγώντας μέρος χρησιμοποιεί την ανεξάρτητη εσωκλειόμενη βυθισμένη πετρέλαιο περίπτωση εργαλείων με τον τρόπο της κίνησης άξονων.
7) Ψηφιακή επίδειξη της κόλλας που διαδίδονται και ηλεκτρική ρύθμιση επ' αυτού
8)Σχεδιάγραμμα φλαούτων: UV/ACBE
9)Παρεχόμενος τον ηλεκτρικό χωρισμό μεγέθους
10) Μεταβλητός έλεγχος συχνότητας της δύναμης κίνησης
11)Ο εξωτερικός αντιμετωπίζοντας κύλινδρος προθέρμανσης έχει μια διάμετρο 415mm, και ο κύλινδρος πίεσης έχει μια διάμετρο 320mm
12) Ο ανώτερος ζαρωμένος κύλινδρος τοποθετείται σε ένα κάθισμα που είναι εύκολο να.
13) Όλοι οι κύλινδροι χρησιμοποιούν straight-way τη συσκευή αποξηράνσεων ανοξείδωτου στο σύστημα αγωγών τους, που παρέχει το ανεξάρτητο στράγγιγμα, συγκεντρωμένο μούσκεμα και αφαίρεσαν το σχέδιο παράκαμψης, το οποίο μπορεί να είναι χωρίς συντήρηση για ολόκληρη τη ζωή υπηρεσιών, που σώζει τη βαλβίδα στάσεων και τη βαλβίδα αντεπιστροφής, την απλουστευμένες εγκατάσταση και τη συντήρηση του επιστροφής κυκλώματος.
14) Η πίεση ατμού 1.1-1.2Mpa, και το νερό απαλλάσσονται μέσω ενός σιφωνίου
15) Παρεχόμενος υψηλός φυγοκεντρικός ανεμιστήρας, με έναν ησυχαστήρα
2. Εργασιακή διαδικασία μηχανών για τη ζαρωμένη χαρτονένια παραγωγή
Αυτή η γραμμή συμπεριλαμβανομένου του κατόχου ρόλων εγγράφου και ενιαία μηχανή facer και περιστροφικός κόπτης φύλλων (Rewinder για προαιρετικό)
Βήμα ένα: Τεθειμένο έγγραφο τεχνών για τη στάση ρόλων μύλων
Βήμα δύο: Θερμάνετε το ζαρωμένο στρώμα με τη θέρμανση του άξονα (ηλεκτρικού/θέρμανση ατμού/πετρελαίου/αερίου)
Βήμα τρία: Κάνετε το επίπεδο χαρτόνι σε σε κυματοειδές πανό από το ζαρωμένο άξονα (διαφορετικά diamteters)
Βήμα τέσσερα: Κολλώντας το τοπ κύμα από τον άξονα κόλλας και καταστήστε αυτό το έγγραφο δύο κομματιών monolayer σε κυματοειδές πανό
Βήμα πέντε: Η διαγώνια κοπή το έγγραφο στο μέγεθος που θέλετε (οριζόντια κοπή και κάθετη κοπή)
Προαιρετική λειτουργία: Rewinder ο τελειωμένος ζαρωμένος έγγραφο στο έγγραφο ρόλος πάλι (πωλήστε το ζαρωμένο ρόλο εγγράφου άμεσα)
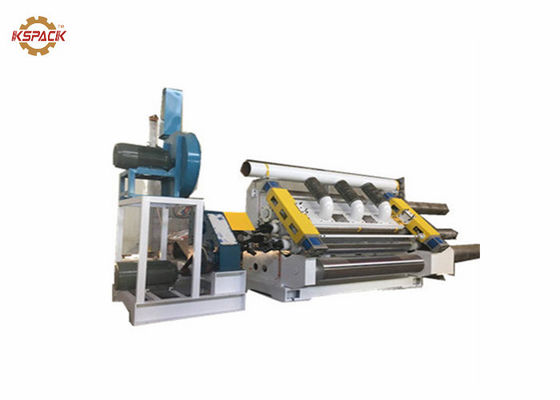
3. Περιγραφή για την ενιαία ζαρωμένη πρόσωπο μηχανή
Ενιαίο Facer είναι η κύρια μηχανή για το ζαρωμένο χαρτόνι. καταστήστε το ενιαίο πρόσωπο σε κυματοειδές πανό από το επίπεδο τεχνών πρότυπο αναρρόφησης εγγράφου κενό που το ενιαίο facer έχει την πολύ καλή ακρίβεια παραγωγής. Επιλέξτε της μηχανής επηρεάζει άμεσα την ποιότητα του ζαρωμένου χαρτονιού.
Σημείωση: Αυτή η μηχανή μπορεί επίσης να κάνει 3 στρώμα 5 στρώμα 7 στρώμα όταν εργασία μαζί με να κολλήσει τη μηχανή και την πιέζοντας μηχανή
προδιαγραφή γραμμών παραγωγής 4.SIngle facer σε κυματοειδές πανό
| Γενική παράμετρος |
1) Ταχύτητα σχεδίου: 100m/min 2)Πλάτος σχεδίου: 2000mm 3)Πεδίο θερμοκρασίας: 160-200oc 4)Πίεση της συμπιεσμένης παροχής αέρα: 0.4-0.9mpa 5)Πίεση του ατμού: 0.8-1.3Mpa 6)Ζαρώνοντας τύπος: UV ή UVV |
| Διάμετρος των κυλίνδρων |
1) Ζαρώνοντας κύλινδρος: 280mm 2)Κύλινδρος πίεσης: 284mm 3)Να κολλήσει τον κύλινδρο: 215mm 4)Κύλινδρος προθερμαστών: 320mm |
| Ηλεκτρικές παράμετροι των μηχανών |
1)Μηχανή κύριας κίνησης: 7.5KW 2)Μηχανή αναρρόφησης αέρα: 7.5KW 3)Μηχανή μειωτών κόλλας: 100W 4)Να κολλήσει τη μηχανή ρύθμισης χάσματος κυλίνδρων: 250W 5)Μηχανή αντλιών κόλλας: 2.2KW |
εικόνες μηχανών 5.Single facer (με την καθολική ένωση)
![]()
0
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Τα προϊόντα μας πωλούνται σε όλο τον κόσμο. Μπορείτε να είστε σίγουροι για ολόκληρη τη διαδικασία των προϊόντων μας.